

Reduced to £5.00 plus £2.50 p&p
Engineering Update - August 2022
Submitted by Kevin West on 17 October, 2022 - 15:02
ENGINEERING REPORT – August 2022
Work on The Unknown Warrior has continued over the period since the last report. It is very pleasing to be able to report physical progress towards the reassembly of the chassis. Also, the large amount of effort that has been undertaken on planning and agreeing the work required on all parts to obtain confirmation of the material specifications is starting to show positive results.
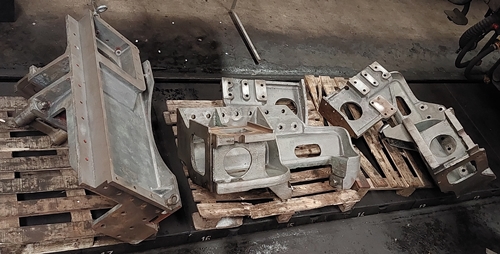
Chassis Parts at West Shed ready for reassembly to the Main Frames following shotblasting & testing. Photo by Kevin West
Chassis
The last few months have seen the components removed from the chassis bead blasted back to bare metal ahead of hardness testing to confirm the material specification and generate the required paperwork for certification.
As very few of the chassis parts have any of the required accompanying paperwork every part is being subjected to testing to confirm they have been produced in a material that conforms to that specified. This is a two-step process agreed with our certification body. Step one – hardness testing – is being undertaken by one of our volunteers who is a retired metallurgist. His specialist testing equipment has been recertified and calibrated to undertake this work.
The first batch of the main chassis mounted parts, including the Stretchers, Motion Brackets and Motion Girders and Brake and Spring Hangers, have now been tested and all parts have been found to comply with required specification, which is a great relief.

The Motion Girders and Bogie Centre Pin Casting following shotblasting. Photo by Kevin West

The equipment used for hardness testing. Photo: Michael Ames

One of the Frame Stretchers following shotblasting. Photo by PRCLT
Step two of the testing – magnetic particle testing – is to be carried out by the foundry that cast our original driving wheels, as part of the settlement between the foundry and the project.

Hornguide Ties following shotblasting. Photo by Kevin West

Valve Crosshead Brackets following shotblasting. Photo by Kevin West

Spring and Brake Hangers following shotblasting. Photo by PRCLT
Drilling of the new Front Buffer Beam is nearing completion at the West Shed. Following manufacture of the various Mounting Brackets the Buffer Beam will be mounted onto the Frames to help stabilise the front of the frame structure.

Marking Out the Front Buffer Beam ahead of drilling. Photo by PRCLT

The first hole drilled in the Front Buffer Beam. Photo by PRCLT

The new Front Buffer Beam following drilling all of the holes. Photo by Kevin West
The Mounting Bracket for the Air Brake Connections for both the Front of the locomotive and the rear of the Tenders have also been manufactured.

Air Brake Connection Mounting Plate. Photo by PRCLT

Air Brake Connection Mounting Plate showing where it is mounted on the Front Buffer Beam. Photo by PRCLT
The first drawing for our Main Frames was hand drawn by a supporter from the original LMS drawings which we have. Unfortunately, these drawings contained a number of errors regarding the position of some holes, which were not discovered until the frames were transferred into 3D CAD. These errors were corrected by welding up the holes and re-drilling in the correct position,
but no paperwork covering the repair process was created at the time. Several of the welds have been found to be of poor quality with voids and poor surface finishing, so a rolling programme of replacement to an acceptable specification has been agreed with Ricardo Rail.

Spring Hanger Pin hole showing area of previous weld that requires replacement. Photo by PRCLT

Rear Motion Girder Bracket Mounting holes marked up for weld replacement. Photo by PRCLT
Additional rectification work includes de-burring of the bolt and rivet holes on the Main Frame plates where the various brackets and Stretchers are fitted. Typically, these burrs were created when the holes were drilled in the plates. We believe the process used was to clamp the part to the Main Frames in the required position, drill the first fixing hole, fit a fastening such as a bolt and nut, then move on to the next fixing hole and continue the process until all fixings were in place. Once all the drilling had been completed the part should be removed and all the hole edges are cleaned and de-burred to remove any protruding edges that can be formed during the drilling process. These small protruding edges can be enough to stop the two parts making full surface contact which is what is required. It appears this de-burring was not undertaken on a number of parts that have dirt and slight corrosion in the resultant gap. If left the vibrations of the locomotive running may have fretted away these small edges and resulted in the fixed part becoming loose on the frame, resulting in having to remove the loco from service for repair.
All this activity is producing the paperwork required for certification and acceptance for main line operation. To control and store all these documents we have opened a cloud based storage system with controlled access for those persons on the engineering team as required. David Tuffin provides a more detailed account of this for you
on page 18.
We convened a meeting in May at West Shed with Ricardo Rail to undertake a full chassis assessment which is the driver for all this work focus over the next couple of months.
The material for the first batch of the numerous rivets and bolts required to assemble the chassis is to hand ready for machining as required.
As reported in the last Warrior we have provided an additional container for storage of parts and material. A team of volunteers spent a weekend clearing and sorting the workshop and moving items that will not be required in the immediate future into storage. This effort has made a vast improvement which will ease the working conditions in the workshop.
The required paperwork will now be created which will allow these parts to be refitted to the Frames. It is anticipated this material confirmation process will continue as an ongoing process on other parts for some while into the future.
Motion
Machining of fittings continues as time allows.
Cylinders (Welding Repair)
The repair work on the Outside Cylinders is underway following the delayed delivery of the material required for the Valve Guide Bars.
Driving Wheels
William Cook Cast Products have completed the casting of our six Driving Wheels. They are now in the process of testing and proof machining. We expect they will be ready for dispatch to the South Devon Railway for assembly during the next quarter.

A pair of Driving Wheel casting following fettling. Photo by William Cook Cast Products
Following a lot of chasing, checking and re-checking of drawings we finally have confirmation of the delivery of the required replacement Axle for the Trailing Wheels. Originally we were trying to obtain a rough blank for subsequent machining but Simon Scott from PRCLT negotiated a finished, machined axle for less than we were originally quoted for the blank. This is a saving of several thousands of pounds. The new tyres have been delivered to West Shed and will move to the South Devon Railway for machining and assembly.

6 new Driving Wheel Tyres at West Shed. Photo by PRCLT
We have received a quotation from South Devon Railway for the assembly of the Driving Wheelsets and the order has been raised. We have compiled the drawing pack and anticipate a meeting at
SDR sometime in September to talk through the process and timescales to be sure we have provided all the information required to allow the work to proceed without delay.
The original wheelsets await recovery of components such as the Crank Pins, Balance Weights, Crank Axle and the Driving Axle at West Shed prior to these pieces being dispatched to the South Devon Railway for use on the new wheelsets.
Bogie
Work continues on the rework of the bogie as time permits.
Boiler
HBSS continue working on our boiler to an agreed programme which fits within our financial budget and is planned to bring completion of the boiler just prior to when it is needed to be dropped into the chassis. The current focus includes work on the Firebox crown. The Safety Valve Pad has been machined by HBSS following approval of the revised fitting method by the boiler inspectors and is now ready for riveting and welding in place. This will be followed by the fitting and riveting of all the Crown Stays over the next few months.


A couple of views of the Smokebox following shotblasting. Photo by PRCLT
The Smokebox has moved to the West Shed from HBSS and been shot blasted before being painted and moved into the shed for covered storage.
Tender
A similar planned schedule of work applies at Leaky Finder for the Tender Chassis. The current focus is the machining and fitting of the axleboxes into the Horn Guides. Presently we are discussing the clearances required between the parts to ensure smooth running. Future work will include machining of the Axlebox Crown Bearing Castings which are in stock.
West Shed
Our volunteer team undertook a clean-up and housekeeping session on Sunday 10th July when the temperature rose to 31ºC, perfect weather for moving heavy loco parts! Thank you to volunteers Ian Kinsey, Neil Kinsey, Andy Collinson, Keith Riches and Pete Sikes, plus Simon Scott of PRCLT.
Further sessions to help on the chassis or in moving parts from storage into the workshop will be happening more frequently in the future. If you would like to be involved in this or with our sales and exhibitions team, please contact Volunteer Co-ordinator, Neil Kinsey at volunteer@lms-patriot.org.uk or call the office on 01785 244156.




A selection of images from our ‘housekeeping’ day with solid steel bars being moved to storage racks, motion parts moved to secure storage, a selection of parts ready for shot blasting and the middle cylinder being relocated prior to materials testing. Photos by Andy Collinson

